
RA Power Solutions received an emergency call from a Steel Company based in Indonesia regarding damage of their Engine SULZER 6RND68.
On arrival of our team of engineers, it was observed that lower engine block of SULZER 6RND68 was damaged badly. Hence it required disassembly of complete engine, overhauling and repair of engine block by metal stitching & metal locking.

Following is the brief of job description executed:
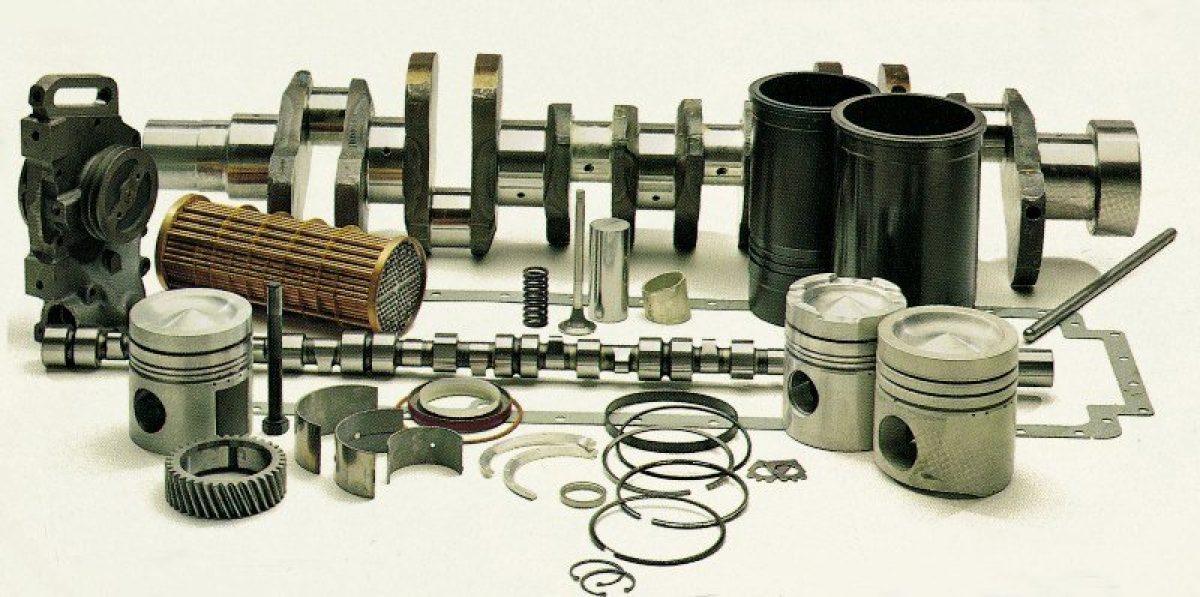
- Inspection and overhaul of the cylinder covers including the fuel and starting valves located in the covers. The cylinder covers cooling spaces were also inspected, cleaned and fitted back with new O-rings.
- Dismount, Inspect and overhaul the exhaust valves, renewed the seals and grinding the valve spindles.
- The cylinder liners were cleaned, calibrated and honed in order to restore the liners running surfaces and remove ovality. This ensured that the piston rings perform better and this will lead to a better overall cylinder condition, compared to if honing had not been done. The cylinder liners cooling spaces were also inspected, cleaned and fitted back with new o-rings.
- Replacement of thrust block pads and correction of end play.
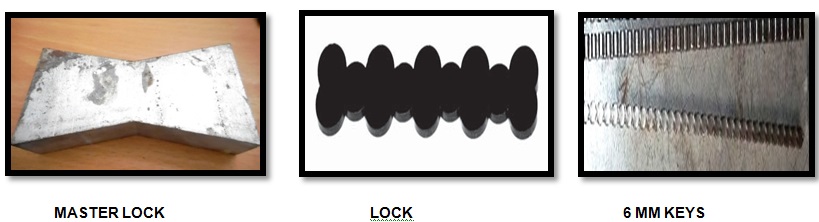
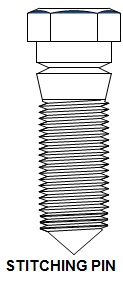
- Metal locking of damaged Engine block by our technicians.


- Inspected and adjusted the chain drive.
- Retightened the stay-bolts, holding down bolts end chocks.
- Took bearing clearances with a telescopic feeler gauge and checked bearing edges by wire gauges.
- Crankshaft alignment measurement was taken with dial gauge (autolog method)
Conclusion: The engine was tested on full load for 72 hours & all the parameter were recorded. The engine is performing satisfactorily.


For more details regarding overhauling of engine, repair of engine metal stitching of damaged block, crankshaft grinding, and engine block repair please email us at rajshahani@rapowersolutions.com, or info@rapowersolutions.com, or call us at +91 9582647131 or +91 9810012383.